
更換損壞的滾動軸承時,,可用螺桿式拉卸工具拆卸,,也可用壓力機把軸承內(nèi)套或外套壓出。對于軸承的拉出或壓出,注意著力點要均勻地作用在軸承內(nèi)套上,,力的方向要與軸向中心平行,;不允許讓軸承套以傾斜方式移動退出傳動軸,以避免軸承套拉傷傳動軸工作面,。
滾動軸承的安裝方法選擇根據(jù)軸承與配合軸的過盈量尺寸大小來決定,。過盈最尺寸較小時,可采用手錘敲擊法裝配,。用手錘擊打時,,要注意著力點應(yīng)對應(yīng)交替擊打,用力要均勻,;與軸配合軸承,,要擊打內(nèi)套;與軸承座配合軸套,,要擊打其外套,。
如果軸承套與配合軸的裝配過盈量尺寸較大,可采用套管方式裝配軸承,。然后按過盈量尺寸大小,,采用手錘擊打或用壓力機裝配。大型軸承或配合過盈量尺寸較大軸承的裝配,,也可采用油浴加熱法裝配,,把軸承吊掛在80-100℃油中,恒溫加熱一段時間取出,,立即裝配在軸上,。
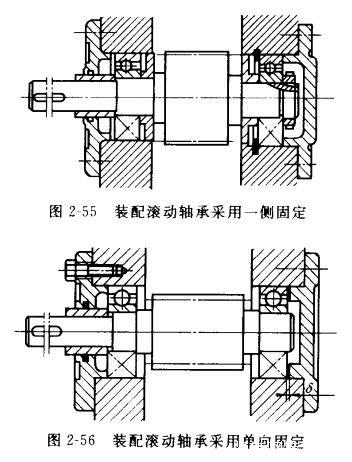
滾動軸承裝配時,無論采用哪種安裝配合形式,,都要注意留出工作時的軸向竄動量,。這個竄動量是考慮到軸承工作時由于溫度升高而產(chǎn)生的熱膨脹,如果軸承安裝時不留出軸向竄動量,,膨脹力作用在軸承上,,就會加大軸承工作負荷,使軸承的磨損加快,。圖2-55中軸承的裝配,,是圖示方向右側(cè)控制軸承雙向移動,而左側(cè)軸承與壓蓋間留有間隙,。圖2一56中軸承裝配,,是軸承外套左側(cè)固定,右側(cè)有一定移動間隙,,而內(nèi)套兩側(cè)都沒有固定限位